جوشکاری چیست؟ تعریف، فرآیندها و انواع جوش

جوشکاری یک فرآیند ساخت است که در آن دو یا چند قطعه با گرما، فشار یا هر دو با سرد شدن قطعات به یکدیگر متصل می شوند. جوش معمولاً روی فلزات و ترموپلاستیک ها استفاده می شود اما می توان از آن روی چوب نیز استفاده کرد. اتصال جوش داده شده تکمیل شده را می توان جوشکاری نامید.
برخی از مواد نیاز به استفاده از فرآیندها و تکنیک های خاصی دارند. تعدادی ” غیر قابل جوش ” در نظر گرفته می شوند، اصطلاحی که معمولاً در فرهنگ لغت یافت نمی شود اما در مهندسی مفید و توصیفی است.
قطعاتی که به هم متصل می شوند به عنوان ماده اصلی شناخته می شوند . ماده ای که برای کمک به تشکیل اتصال اضافه می شود، پرکننده یا مصرفی نامیده می شود . شکل این مواد ممکن است به آنها به عنوان صفحه یا لوله اصلی، سیم پرکننده، الکترود مصرفی (برای جوشکاری قوس الکتریکی ) و غیره اشاره شود.
مواد مصرفی معمولاً به گونهای انتخاب میشوند که از نظر ترکیب مشابه با مواد اصلی باشند، بنابراین یک جوش همگن تشکیل میدهند، اما مواردی وجود دارد، مانند هنگام جوشکاری چدنهای شکننده، زمانی که از پرکنندهای با ترکیب و بنابراین خواص بسیار متفاوت استفاده میشود. به این جوش ها هتروژن می گویند.
اتصال جوش داده شده تکمیل شده را می توان جوشکاری نامید .
جوشکاری چگونه کار می کند ؟
اتصال فلزات
برخلاف لحیم کاری و لحیم کاری که فلز پایه را ذوب نمی کند، جوشکاری فرآیندی با حرارت بالا است که مواد پایه را ذوب می کند. معمولاً با افزودن مواد پرکننده.
گرما در دمای بالا باعث ایجاد حوضچه جوشی از مواد مذاب می شود که خنک می شود و اتصال ایجاد می کند که می تواند قوی تر از فلز اصلی باشد. همچنین می توان از فشار برای تولید جوش استفاده کرد، چه در کنار گرما یا به تنهایی.
همچنین می تواند از گاز محافظ برای محافظت از فلزات ذوب شده و پرکننده در برابر آلودگی یا اکسیده شدن استفاده کند.
پیوستن به پلاستیک
در جوشکاری پلاستیک نیز از گرما برای اتصال مواد استفاده می شود (البته در مورد جوشکاری با حلال نه) و در سه مرحله انجام می شود.
ابتدا سطوح قبل از اعمال حرارت و فشار آماده شده و در نهایت اجازه داده می شود تا مواد خنک شوند تا همجوشی ایجاد شود. روشهای اتصال پلاستیکها را میتوان به روشهای گرمایش خارجی یا داخلی، بسته به فرآیند دقیق مورد استفاده، تقسیم کرد.
پیوستن به چوب
در جوشکاری چوب از گرمای تولید شده از اصطکاک برای اتصال مواد استفاده می شود. موادی که قرار است به هم وصل شوند، قبل از اینکه یک حرکت اصطکاک خطی باعث ایجاد گرما برای اتصال قطعات به یکدیگر شود، تحت فشار زیادی قرار می گیرند.
این یک فرآیند سریع است که به چوب اجازه می دهد بدون چسب یا میخ در عرض چند ثانیه به هم وصل شود.
تنظیمات مشترک مشترک
مفصل باسن
اتصال بین انتها یا لبه های دو قسمت که زاویه ای بین 135 تا 180 درجه نسبت به یکدیگر ایجاد می کند که در ناحیه اتصال شامل می شود.
T Joint
اتصال بین انتها یا لبه یک قسمت و وجه قسمت دیگر، قسمت ها با یکدیگر زاویه بیش از 5 تا 90 درجه در ناحیه اتصال ایجاد می کنند.
مفصل گوشه
اتصال بین انتها یا لبه های دو قسمت که زاویه ای نسبت به یکدیگر بیش از 30 اما کمتر از 135 درجه در ناحیه اتصال ایجاد می کند.
اتصال لبه
اتصال بین لبه های دو قسمت که زاویه ای بین 0 تا 30 درجه نسبت به یکدیگر ایجاد می کند که در ناحیه اتصال شامل می شود.
مفصل صلیبی
اتصالی که در آن دو صفحه مسطح یا دو میله در زاویه قائم و در یک محور به صفحه صاف دیگری جوش داده می شود.
لپ مفصل
اتصال بین دو قسمت روی هم قرار گرفته که زاویه ای بین 0 تا 5 درجه نسبت به یکدیگر در ناحیه جوش یا جوش ایجاد می کند.
انواع اتصالات جوشی
جوش شیار
اتصال بین دو جزء همپوشانی که با قرار دادن یک جوش فیله در اطراف حفره در یک جزء ایجاد می شود تا آن را به سطح جزء دیگر که از طریق سوراخ در معرض قرار گرفته است بپیوندد.
دوشاخه جوش
جوشی که با پر کردن سوراخی در یک جزء از قطعه کار با فلز پرکننده ایجاد میشود تا آن را به سطح یک جزء همپوشانی که از طریق سوراخ در معرض دید قرار میگیرد (سوراخ میتواند دایرهای یا بیضی باشد) متصل شود.
بر اساس نفوذ
جوش با نفوذ کامل
اتصال جوشی که در آن فلز جوش با همجوشی کامل ریشه به طور کامل در اتصال نفوذ می کند. در ایالات متحده، اصطلاح ترجیحی جوش نفوذ کامل اتصال است (CJP، نگاه کنید به AWS D1.1).
جوش نفوذ جزئی
جوشی که در آن نفوذ ذوب عمدا کمتر از نفوذ کامل است. در ایالات متحده، اصطلاح ترجیحی جوش نفوذ جزئی اتصال (PJP) است.
ویژگی های جوش های تکمیل شده
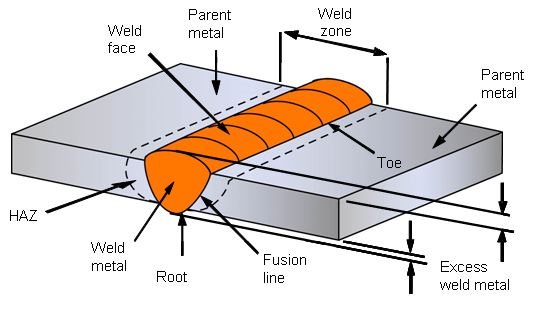
جوش لب به لب
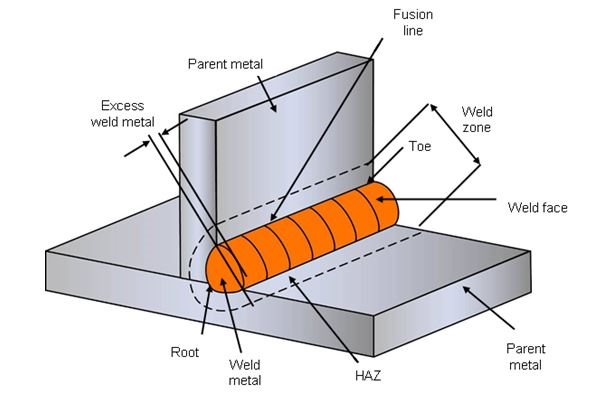
جوش فیله
والد متال
فلزی که باید با جوشکاری، جوشکاری لحیم یا لحیم کاری به هم وصل یا رویه شود.
فیلر فلزی
فلزی که در حین جوشکاری، جوشکاری با لحیم کاری، لحیم کاری یا سطح کاری اضافه می شود.
فلز جوش
تمام فلزات در حین ساخت جوش ذوب شده و در جوش باقی می مانند.
منطقه متاثر از گرما (HAZ)
بخشی از فلز اصلی که به طور متالورژیکی تحت تأثیر حرارت جوش یا برش حرارتی قرار می گیرد، اما ذوب نمی شود.
خط فیوژن
مرز بین فلز جوش و HAZ در یک جوش ذوبی. این یک اصطلاح غیر استاندارد برای اتصال جوش است.
منطقه جوش
منطقه حاوی فلز جوش و HAZ.
صورت جوش
سطح جوش ذوبی که در طرفی که جوش از آن ساخته شده است نمایان می شود.
ریشه جوش
منطقه در سمت اولین اجرا دورتر از جوشکار.
جوش پا
مرز بین سطح جوش و فلز اصلی یا بین دوها. این یک ویژگی بسیار مهم جوش است زیرا انگشتان پا نقاطی هستند که تمرکز تنش بالایی دارند و اغلب آنها نقطه شروع انواع مختلف ترک هستند (به عنوان مثال ترک های خستگی، ترک های سرد).
به منظور کاهش غلظت استرس، انگشتان پا باید به آرامی با سطح فلز اصلی مخلوط شوند.
فلز جوش اضافی
فلز جوش داده شده در خارج از هواپیما و اتصال انگشتان پا. سایر اصطلاحات غیر استاندارد برای این ویژگی: تقویت، پر کردن.
نکته: اصطلاح آرماتور، اگرچه معمولاً استفاده می شود، نامناسب است، زیرا هر گونه فلز جوش اضافی روی سطح فلز اصلی، اتصال را قوی تر نمی کند.
در واقع، ضخامت در نظر گرفته شده هنگام طراحی یک جزء جوش داده شده، ضخامت گلوگاه طراحی است که شامل فلز اضافی جوش نمی شود.
دویدن (پاس دادن)
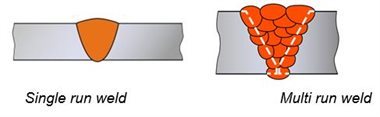
فلز در طی یک عبور الکترود، مشعل یا لوله دمنده ذوب یا رسوب می کند.
لایه
لایه فلز جوش متشکل از یک یا چند جریان.
منابع انرژی
فرآیندهای مختلف توسط منبع انرژی مورد استفاده، با انواع تکنیک های مختلف در دسترس تعیین می شوند.
تا پایان قرن نوزدهم، جوشکاری فورج تنها روش مورد استفاده بود، اما فرآیندهای بعدی، مانند جوشکاری قوس الکتریکی ، از آن زمان توسعه یافته است. روش های مدرن از شعله گاز، قوس الکتریکی، لیزر، پرتو الکترونی، اصطکاک و حتی فراصوت برای اتصال مواد استفاده می کنند.
باید مراقب این فرآیندها بود زیرا ممکن است منجر به سوختگی، شوک الکتریکی، آسیب دیدگی، قرار گرفتن در معرض تشعشعات یا استنشاق دود و گازهای سمی جوشکاری شود.
انواع مختلف جوش چیست و در چه مواردی کاربرد دارند؟
انواع مختلفی از فرآیندهای جوشکاری با تکنیک ها و کاربردهای خاص خود برای صنعت وجود دارد که عبارتند از:
1. قوس
این دسته شامل تعدادی فرآیند متداول دستی، نیمه اتوماتیک و اتوماتیک می باشد. اینها عبارتند از: جوشکاری با گاز بی اثر فلز (MIG) ، جوشکاری چوبی، جوشکاری با گاز بی اثر تنگستن (TIG) که با نام های جوشکاری قوسی تنگستن گازی (GTAW)، جوشکاری گازی، جوشکاری با گاز فعال فلزی (MAG) ، جوشکاری با هسته شار (FCAW) شناخته می شود . جوشکاری قوس فلزی گازی (GMAW)، جوشکاری قوس الکتریکی زیرپوستی (SAW)، جوشکاری قوس فلزی محافظ (SMAW) و جوشکاری قوس پلاسما.
این تکنیکها معمولاً از مواد پرکننده استفاده میکنند و عمدتاً برای اتصال فلزات از جمله فولاد ضد زنگ، آلومینیوم، نیکل و آلیاژهای مس، کبالت و تیتانیوم استفاده میشوند. فرآیندهای جوشکاری قوس الکتریکی به طور گسترده در صنایعی مانند نفت و گاز ، نیرو ، هوافضا ، خودروسازی و غیره استفاده می شود.
2. اصطکاک
تکنیک های جوشکاری اصطکاکی مواد را با استفاده از اصطکاک مکانیکی به هم متصل می کنند. این را می توان به روش های مختلفی روی مواد جوشکاری مختلف از جمله فولاد، آلومینیوم یا حتی چوب انجام داد.
اصطکاک مکانیکی گرما تولید می کند که باعث نرم شدن موادی می شود که در هنگام سرد شدن با هم مخلوط می شوند و یک پیوند ایجاد می کنند. نحوه اتصال به فرآیند دقیق مورد استفاده بستگی دارد، به عنوان مثال، جوشکاری اصطکاکی اغتشاشی (FSW) ، جوشکاری نقطه ای اغتشاشی اصطکاکی (FSSW)، جوشکاری اصطکاکی خطی (LFW) و جوشکاری اصطکاکی دوار (RFW).
جوشکاری اصطکاکی نیازی به استفاده از فلزات پرکننده، شار یا گاز محافظ ندارد.
اصطکاک اغلب در کاربردهای هوافضا استفاده می شود زیرا برای اتصال آلیاژهای آلومینیوم سبک وزن «غیر قابل جوش» ایده آل است.
فرآیندهای اصطکاک در سراسر صنعت استفاده می شود و همچنین به عنوان روشی برای چسباندن چوب بدون استفاده از چسب یا میخ مورد بررسی قرار می گیرد.
3. پرتو الکترونی
این فرآیند اتصال ذوبی از پرتوی از الکترون های با سرعت بالا برای اتصال مواد استفاده می کند. انرژی جنبشی الکترون ها در اثر برخورد با قطعات کار به گرما تبدیل می شود و باعث ذوب شدن مواد با هم می شود.
جوشکاری با پرتو الکترونی (EBW) در خلاء (با استفاده از محفظه خلاء) برای جلوگیری از پراکندگی پرتو انجام می شود.
کاربردهای رایج بسیاری برای EBW وجود دارد ، زیرا می توان از آن برای اتصال بخش های ضخیم استفاده کرد. این بدان معنی است که می توان آن را در تعدادی از صنایع از هوافضا تا انرژی هسته ای و خودرو تا ریل به کار برد.
4. لیزر
این فرآیند که برای اتصال ترموپلاستیک ها یا قطعات فلزی استفاده می شود، از لیزر استفاده می کند تا گرمای متمرکز ایده آل برای بارو، جوش های عمیق و سرعت اتصال بالا فراهم کند. به راحتی خودکار می شود، سرعت جوشکاری بالا که در آن می توان این فرآیند را انجام داد، آن را برای کاربردهای با حجم بالا، مانند صنعت خودروسازی، عالی می کند.
جوشکاری پرتو لیزر را می توان در هوا به جای خلاء مانند اتصال پرتو الکترونی انجام داد.
5. مقاومت
این یک فرآیند سریع است که معمولاً در صنعت خودرو استفاده می شود. این فرآیند را می توان به دو نوع جوشکاری نقطه ای مقاومتی و جوشکاری درز مقاومتی تقسیم کرد.
جوشکاری نقطهای از گرمای ارسالی بین دو الکترود استفاده میکند که در حین چسباندن قطعات کار به یک منطقه کوچک اعمال میشود.
جوشکاری درز شبیه به جوش نقطه ای است با این تفاوت که الکترودها را با چرخ های دوار جایگزین می کند تا یک جوش بدون نشتی مداوم ایجاد کند.