
جوشکاری فلزات رنگین یا غیر آهنی چگونه است؟ (صفر تا صد)
جوشکاری فلزات رنگین
در این مقاله قرار است با معرفی مطالبی در خصوص جوشکاری فلزات رنگین یا همان جوشکاری فلزات غیر آهنی همراه شما عزیزان باشیم.
فلزات رنگین به فلزاتی به غیر از آهن و آلیاژ های آن گفته می شود. برای مثال فلزاتی مانند مس، برنج، برنز، روی، آلومینیوم، طلا و… در دسته فلزات رنگین قرار دارند. امکان جوش دادن تمام فلزات رنگین وجود دارد ولی برای این کار باید با مهارت ها و اصول جوشکاری این نوع فلزات آشنا بوده و دقت و تمرکز کافی داشته باشید. به همین دلیل در ادامه تمام روش های جوشکاری فلزات رنگین ( جوشکاری فلزات غیر آهنی ) را با هم بررسی خواهیم کرد.
در ادامه بخوانید…
تاریخچه و تعریف جوشکاری
قبل از اینکه به سراغ جوشکاری فلزات رنگین برویم ، بهتر است نگاهی اجمالی به تاریخچه و تعریف جوشکاری داشته باشیم.
جوشکاری قدمتی طولانی دارد و پیدایش آن به اوایل عصر آهن (۹ تا ۱۱ پیش از میلاد) بر می گردد. البته در ابتدا فرایند جوشکاری به صورت ضربه زدن به فلزات انجام می شد، تا اینکه به تدریج کوره های ذوب کردن فلزات ابداع گردید و فرایند جوشکاری هم با استحکام بسیار بیشتر انجام می گرفت. با گذشت زمان و پیشرفت های علم و صنعت، علاوه بر روش ذوب کردن، انواع دیگری از جوشکاری هم پدید آمد و هم اکنون برای اتصالات تمام سازه ها از یکی از روش های جوشکاری استفاده می شود.
یک جوش و یا همان اتصال ایده ال باید به گونه ای باشد که محل اتصال دو فلز به راحتی قابل مشاهده نباشد. این موضوع تا حد زیادی به نوع فلز و روش جوشکاری پیاده شده روی آن بستگی دارد. دقیقا به همین دلیل است که انواع و اشکال مختلفی از جوشکاری وجود دارد. بنابراین شما باید روش های جوشکاری هر فلز را بشناسید تا بتوانید با توجه به شرایط و نیازهای خود، بهترین روش را انتخاب کنید.
روش های جوشکاری فلزات رنگین :
همانطور که در بخش قبلی اشاره کردیم، هر نوع فلز می تواند به روش های مختلفی جوش شود. در واقع جوشکاری هر فلز به خواص آن، و صد البته نیاز های خود شما بستگی دارد. شما باید با توجه به نوع فلز و ویژگی های آن، و همچنین کاربردی که اتصال به دست آمده قرار است داشته باشد، نسبت به انتخاب بهترین روش جوشکاری فلزات رنگین اقدام کنید. همچنین می توانید مقاله بهترین فلزات برای جوشکاری را مطالعه کنید.
در ادامه جوشکاری هر کدام از انواع فلزات رنگین یا همان جوشکاری فلزات غیر آهنی ،به همراه روش جوش کردن آن ها را بررسی می کنیم.
جوشکاری فلزات رنگین : جوشکاری مس
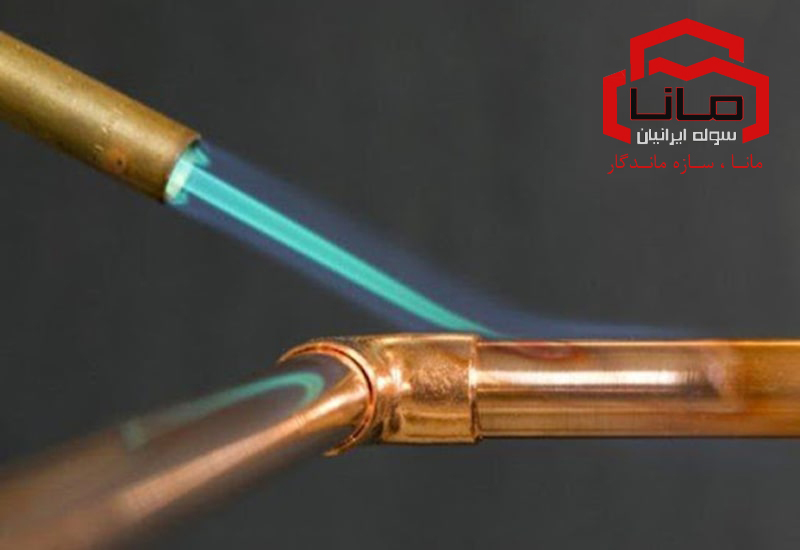
مس یک فلز قرمز رنگ است که هم قابلیت هدایت الکتریسته بسیار بالایی دارد و هم به راحتی می توان آن را جوش داد. برای جوشکاری مس معمولا از دو روش زیر استفاده می شود:
- جوشکاری با گاز : در این روش ابتدا ورقه های مس را کاملا تمیز می کنند به طوری که هیچ گونه روغن، گرد و خاک و آلودگی روی آن باقی نماند. سپس فرایند جوشکاری را از طریق جوش اکسیژن یا همان اتوگن انجام می دهند. لازم به ذکر است که این روش، بهترین نوع جوشکاری برای فلز مس به شمار می رود.
- جوشکاری با برق : اگر چه روش قبلی برای جوشکاری مس توصیه می شود؛ اما امکان انجام این کار از طریق قوس الکتریکی هم وجود دارد. البته باید توجه داشته باشید که قابلیت هدایت حرارت مس بسیار زیاد است و حتما باید جوشکاری را با قطب مستقیم و مقدار آمپر بالا انجام داد.
جوشکاری فلزات رنگین : جوشکاری سرب
برای جوشکاری سرب معمولا از گاز هیدروژن یا اکسیژن استفاده می شود. جوشکاری این فلز به گرد مخصوص نیازی ندارد، اما حتما باید تمام سطح فلز را صیقلی و تمیز کرد.
از آنجایی که سرب مذاب یک ماده بسیار سیال به شمار می رود؛ سیم جوش آن باید عاری از هرگونه ناخالصی باشد. جوشکاری فلزات رنگین با ویژگی هایی مشابه سرب قدری دشوار است و به مهارت و دقت بالایی نیاز دارد.
جوشکاری فلزات رنگین : جوشکاری روی
در گذشته برای اتصال قطعات روی، از لحیم قلع استفاده می شد؛ اما هم اکنون این کار را با استفاده از جوشکاری انجام می دهند. برای جوشکاری روی باید از روانساز استفاده شود تا اکسیداسیون به وجود نیاید.
فرایند جوشکاری قطعات روی، به سرعت و مهارت زیادی نیاز دارد و جوشکار باید بتواند با یک شعله ملایم، یک درز جوش خورده تمیز و بی نقص ارائه دهد. اگر روی این درز جوش خورده چکش کاری انجام شود؛ ذرات آن کاملا به هم می چسبند و بسیار ظریف و در عین حال محکم خواهند شد. همچنین سیمی که برای جوشکاری روی به کار می برید باید از نوع خالص باشد تا بهترین نتیجه را به دست آورید.
جوشکاری فلزات غیر آهنی: جوشکاری چدن
برای جوش دادن چدن باید از سیم جوش های برنجی سخت استفاده کرد. قبل از شروع فرایند جوش، باید قطعات چدنی را تا دمای ۲۱۰ الی ۳۰۰ درجه سانتی گراد حرارت دهید و از گرد جوش ویژه چدن استفاده کنید تا قطعات به خوبی به هم جوش بخورند.
سیم های برنجی که برای جوش دادن چدن مورد استفاده قرار می گیرند؛ از درصد بالایی مس و مقداری نیکل برخوردارند. این سیم ها در دمای ۹۳۰ درجه سانتی گراد ذوب می شوند و شما باید عمل ذوب کردن آن ها را با شعله ملایم و فشار کم انجام دهید. چرا که بالا بودن شعله باعث خارج شدن گرد جوشکاری و در نتیجه جوش نخوردن قطعات چدنی خواهد شد.
بعد از اتمام فرایند جوشکاری، قطعات چدنی باید در یک محفظه پر از شن قرار بگیرند تا به آهستگی خنک شوند؛ در غیر اینصورت احتمال شکستن، ترک برداشتن و یا حتی سخت شدن چدن وجود دارد.
جوشکاری فلزات رنگین : جوشکاری برنج
برنج یکی از الیاژ های مس می باشد که با مقداری روی و سرب ترکیب شده است. این فلز مقاومت بالایی در مقابل پوسیدگی و زنگ زدگی دارد؛ به همین دلیل در بسیاری از کاربردهای گوناگون از آن استفاده می شود.
گاهی اوقات جوشکاری فلزات رنگین به یک کار واقعا سخت تبدیل می شود. برای مثال در هنگام جوشکاری برنج، آلیاژ روی به سرعت اکسید و بخار شده و محل جوش را تیره می کند. همچنین گازهایی که بر اثر این کار به وجود می آیند بسیار سمی و خطرناک هستند و باید از استنشاق آن ها جلوگیری کرد. سرعت دست در فرایند جوشکاری برنج باید بسیار بالا باشد تا آلیاژ روی فرصت تبخیر پیدا نکند. رعایت تمام این نکات به یک جوشکار ماهر نیاز دارد و توسط افراد عادی امکان پذیر نیست.
جوشکاری برنج، هم توسط گاز انجام می شود و هم از طریق برق امکان پذیر است. در روش جوشکاری با گاز، از سیم مخصوص جوش برنج و همچنین گرد جوشکاری استفاده می شود تا اکسیداسیون پیش نیاید. همچنین نحوه تنظیم شعله باید به گونه ای باشد که اکسیژن آن بیشتر از استیلن باشد. در روش جوشکاری با برق هم از الکترودهای گرافیتی یا معمولی استفاده می شود و این فرایند با قطب منفی انجام خواهد شد.
جوشکاری فلزات رنگین : جوشکاری آلومینیوم
جوشکاری آلومینیوم با استفاده از گاز استیلن انجام می شود. برای این کار معمولا از شعله خنثی استفاده می شود و از ماده ای به نام روانساز کمک گرفته خواهد شد. سیم های جوشکاری می توانند آلومینیوم خالص بوده و یا آلیاژی از آن باشند و قطر آن ها هم باید از قطعات مورد نظر کمی بیشتر باشد. همچنین سطح بالایی قطعه ای که قرار است جوش داده شود، باید کاملا با استفاده از سوهان و یا برس های مخصوص صیقلی و تمیز شود.
توجه داشته باشید که اگر ضخامت ورق های آلومینیومی از ۰.۵ میلی متر کمتر است؛ فقط کافیست کمی لبه های آن را خم کنید و دیگر به سیم جوش نیازی نخواهد بود. اما اگر برای ورق هایی با ضخامت بالا از سیم جوش استفاده کردید؛ حتما بعد از اتمام کار درز جوش ها را چکش کاری نمایید. این کار باید با ضربات آرام ولی بسیار سریع انجام شود تا استحکام ورق ها از بین نرود.
جوشکاری فلزات رنگین : جوشکاری طلا
برای جوشکاری طلا معمولا از جریان مستقیم DC استفاده می شود. به این صورت که الکترود ها به قطب منفی متصل می شوند و با جریان متناوب، جوشکاری انجام خواهد شد. البته اتصال ورقه های طلا از طریق جوشکاری کند پرسی هم امکان پذیر است.
نکته ای که باید به آن توجه داشت این است که بعد از انجام جوشکاری، سطح کار را با الکل تمیز کنید تا قطعات طلا مثل قبل براق شوند.
جوشکاری فلزات رنگین : جوشکاری فولاد
فولاد از آن دسته فلزاتی است که انواع مختلفی دارد و روش جوشکاری آن هم برای هر نوع خاص متفاوت است. برای مثال برخی از آلیاژ های فولاد از طریق گاز جوش می خورند، در حالیکه برای جوشکاری برخی دیگر از آلیاژ های این فلز باید از برق استفاده کرد. به طور کلی روش های جوشکاری انواع مختلف فولاد را می توان به صورت زیر دسته بندی کرد:
۱. جوشکاری آلیاژ های فولاد با گاز:
- جوشکاری فولاد زنگ نزن:
فولاد زنگ نزن از فولاد معمولی امکان هدایت گرمای کمتری دارد و به همین دلیل باید برای جوش دادن آن از سر مشعل کوچکتری استفاده کرد. همچنین شعله مورد استفاده هم باید خنثی باشد و بهتر است از سیم جوشی دقیقا از جنس همان فولاد زنگ نزن استفاده شود.
برای جوشکاری فولاد زنگ نزن باید زاویه مشعل نسبت به سطح کار حدود ۸۰ درجه، و زاویه سیم جوش حدود ۲۰ درجه باشد تا به خوبی روی لبه کار ذوب شود. توجه داشته باشید که هنگام انجام این کار به هیچ عنوان نباید شعله را به صورت ناگهانی دور کنید، چرا که انبساط این نوع فولاد از نوع معمولی بیشتر است و احتمال دارد که سطح کار خم شود.
- جوشکاری فولاد مولیبدونی:
این نوع فولاد مقاومت بسیار بالایی دارد و معمولا در ساخت قطعات هواپیما مورد استفاده قرار می گیرد. جوشکاری این نوع فولاد تا حد زیادی به جوشکاری آهن شباهت دارد، اما نوع الکترود های مورد استفاده متفاوت است.
- جوشکاری مونل و اینکونل:
مونل و اینکونل دو فلز بسیار مقاوم در برابر زنگ زدگی به شمار می روند و به همین دلیل، معمولا از آن ها برای ساخت تانکر های حمل آب استفاده می شود. جوشکاری این دو فلز کار سختی نیست و به راحتی با الکترود های پوشش دار انجام می شود.
۲. جوشکاری آلیاژ های فولاد با برق:
در این نوع جوشکاری باید قطعات فولادی را با قوس الکتریکی به هم جوش داد. لازم به ذکر است که جوشکاری آلیاژ های فولاد از جوشکاری آهن کار سخت تری بوده و به مهارت و دقت بیشتری هم نیاز دارد. چرا که برخی آلیاژ های فولاد به دلیل حرارت بالا تجزیه می شوند و سطح کار ترک خواهد خورد.
در رابطه با جوشکاری آلیاژ های فولاد حتما باید به نکات زیر توجه کافی داشته باشید:
- لبه های قطعاتی که قرار است به هم جوش داده شوند را قبل از شروع کار آماده کنید؛ به گونه ای که فاصله درز جوش در این نوع فلز از درز جوش آهن کمتر باشد.
- قطعات را پیش از شروع کار تا دمای حدود ۲۰۰ الی ۳۰۰ درجه سانتی گراد گرم کنید.
- الکترود هایی انتخاب کنید که با جنس کار و قطر آن متناسب بوده و پوشش قابل قبولی داشته باشند.
- شدت جریان دستگاه جوش باید تا جایی که امکان دارد کم باشد.
- در ابتدای انجام جوشکاری باید سرعت دست جوشکار پایین باشد تا گرده جوش به خوبی پخش شود؛ سپس باید به تدریج سرعت دست بالاتر برود.
- گرده های جوش مقعر معمولا باعث ترک های بیشتر می شوند و بهتر است از گرده جوش های محدب استفاده شود.
